製品紹介
YAGレーザ溶接とは

YAGとは、イットリウム(Yittrium)、アルミニウム(Aluminum)、ガーネット(Garnet)の頭文字を取ったものです。
YAGレーザは、YAG結晶に微量のNd(ネオジム)を添加した結晶体に強い励起光を照射することで得られるレーザ光(波長:1.064μm)です。
YAGレーザ導入のメリット(一例)
金属に対する光エネルギーの吸収性が、CO2レーザに優る。→より少ないエネルギーで加工することができる。
光ファイバーでエネルギーを伝送できる。→柔軟なライン構築ができる。
発振源のYAGロッドには経年変化がない。→消耗部品の削減と、安定した発振を実現できる。
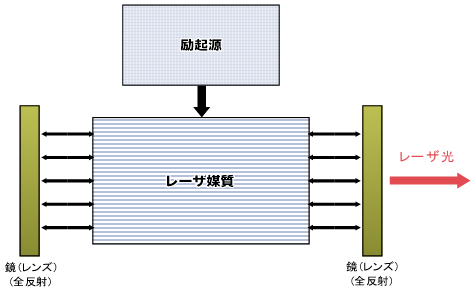
レーザ発振の仕組み (YAGレーザ)

レーザ溶接とは、レーザ光を熱源として主に金属へ集光した状態で照射し、金属を局部的に溶融・凝固させる接合方法です。

レーザ溶接装置の主な構成は、レーザ発振器・光路・集光光学系・駆動系・シールドガス系で構成されています。

レーザ溶接では、主にレーザ発振器として大出力化が進んでいるCO2レーザとYAGレーザが用いられています。
発振器で発振されたレーザは光路を通じて集光光学系へ導かれますが、CO2レーザの場合はミラーによる折返しで伝送され、YAGレーザの場合はミラーによる伝送(固定光学系)以外に光ファイバーによる伝送も用いられます。
集光光学系は放物線面鏡や集光レンズ等で構成されており、伝送された光が適切なサイズへ集光されます。

集光されたレーザは、ワークに照射し溶接を始めますが、溶接金属部の酸化等を防ぐために通常はシールドガス(アルゴン・ヘリウム・窒素)を溶接金属部分へ吹付けながら行います。
なお、OBARAでは、吹付専用のノズルを準備しております。

レーザ溶接の対象物は、電子部品・機械部品・自動車部品などで、微細加工から厚板溶接まで幅広い分野で活用されております。
○金属部品のスポット溶接・シーム溶接
○金属部品のスポット溶接・シーム溶接
○気密ケースの封止溶接
○異種金属の溶接
○ワイヤーと端子の溶接
○線材の溶接
○加熱溶着・熱処理
○切断・穴あけ

